|
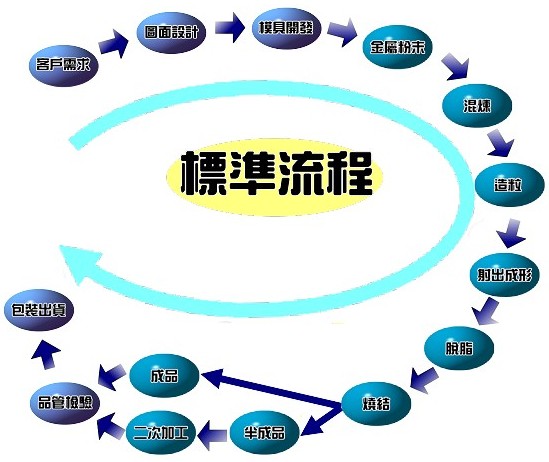

金屬射出成形製程(MIM),係利用粉末冶金及塑膠射出成形之獨具特色而發展出的一種新製程。該製程係把金屬粉末和黏結劑混煉成混煉料,再把該料加熱,然後經由射出機將其射入模具中成形。成形後的生胚,需經過脫脂的過程,把先前混入的黏結劑脫除,再經過燒結,即可得到密度95%以上之高密度、高強度的產品。此技術適用於製造形狀複雜,高精密度和高產量的小型機械零配件。
| MIM和其他製程之比較 |
| 特性 |
機械加工 |
粉末冶金 |
精密鑄造 |
金屬射出成形 |
| 密度 |
100% |
< 95% |
100% |
> 95% |
| 機械性質 |
優 |
中 |
中 |
優 |
| 精密度 |
高 |
高 |
中 |
中 |
| 複雜度 |
高 |
低 |
中 |
高 |
| 表面平滑度 |
細 |
粗 |
中 |
細 |
| 可電鍍性 |
優 |
低 |
優 |
優 |
| 量產性 |
低 |
高 |
中 |
高 |
| 成本 |
高 |
低 |
中 |
中 |
| MIM製程產品之特性 |
※ 降低成本 |
| ※ 廣泛的產品外型尺寸及設計 |
| ※ 精密誤差及良好尺寸控制 |
| ※ 各種合金、混合及特性材料的廣泛應用 |
| ※ 可適用精密複雜的幾何物體 |
| ※ 高材料密度及強度 |
| ※ 彈性化設計 |
| ※ 製造良好表面拋光 |
| MIM和其他製程之比較 |
| 特性 |
金屬射出成型 |
精密鑄造 |
| 最小肉厚 |
0.4 mm |
2 mm |
| 最大肉厚 |
10 mm |
Unlimited |
| 最小孔直徑 |
0.4 mm |
2 mm |
| 14mm直徑公差 |
+/- 0.06 mm |
+/- 0.2 mm |
| 表面平滑度 |
1 um |
5 um |
| 常用材料成分及其機械性質 |
| 機械性質 |
Fe-8% Ni |
Fe-50 Ni |
Fe-50 Co |
4650 * |
316L |
440C |
| 密度( g/cm3 ) |
7.6 |
7.7 |
7.7 |
7.5 |
> 7.6 |
> 7.5 |
| 抗拉強度 |
450 |
455 |
205 |
1500 |
500 |
1600 |
| 伸長率( % ) |
25 |
30 |
< 1.0 |
2 |
40 |
2 |
| 硬度 |
Rb80 |
Rb50 |
Rb80 |
Max.HRc 55 |
HRb 70 |
Max.HRc 55 |
| C |
< 0.15 |
< 0.05 |
< 0.05 |
0.5 |
0.03 |
1 |
| Ni |
8 |
50 |
|
2 |
11 |
0.6 |
| Mo |
|
|
|
0.5 |
2.2 |
0.75 |
| Cr |
|
|
|
|
17 |
17 |
| Cr |
|
|
|
|
|
|
| Others |
|
|
Co50 |
|
1.4 Mn |
1.0 Mn |
| Fe |
Bal |
Bal |
Bal |
Bal |
Bal |
Bal |
*已熱處理 , Heat treated
| 常用材料成分及其機械性質 |
| 機械性質 |
17-4PH* |
M2* |
Cu |
KOVAR |
Alloy-42 |
| 密度( g/cm3 ) |
7.6 |
>8.0 |
8.3 |
7.8 |
7.8 |
| 抗拉強度 |
1200 |
1800 |
190 |
450 |
450 |
| 伸長率( % ) |
4 |
0.5 |
25 |
25 |
25 |
| 硬度 |
Max.HRc 38 |
Max.HRc 62 |
|
HRb 50 |
HRb 50 |
| C |
< 0.05 |
0.9 |
|
< 0.05 |
< 0.05 |
| Ni |
4 |
|
|
29 |
42 |
| Mo |
|
0.5 |
|
|
|
| Cr |
17 |
4 |
|
|
|
| Cr |
4 |
|
|
|
|
| Others |
|
2.0V |
|
Co17 |
|
| Fe |
Bal |
Bal |
Bal |
Bal |
Bal |
*已熱處理 , Heat treated
| 金屬射出成型尺寸公差 |
| 尺寸 , mm |
標準公差 , mm |
| 50.0 |
+/- 0.250 |
| 25.0 |
+/- 0.125 |
| 12.0 |
+/- 0.05 |
| 6.0 |
+/- 0.04 |
| 3.0 |
+/- 0.03 |
| 1.0 |
+/- 0.03 |

燒結排列
|
|










